Our Center Hole Grinding Machines
Conventional Series our CNC Series: Your Choice!
Conventional Center hole grinding Machines
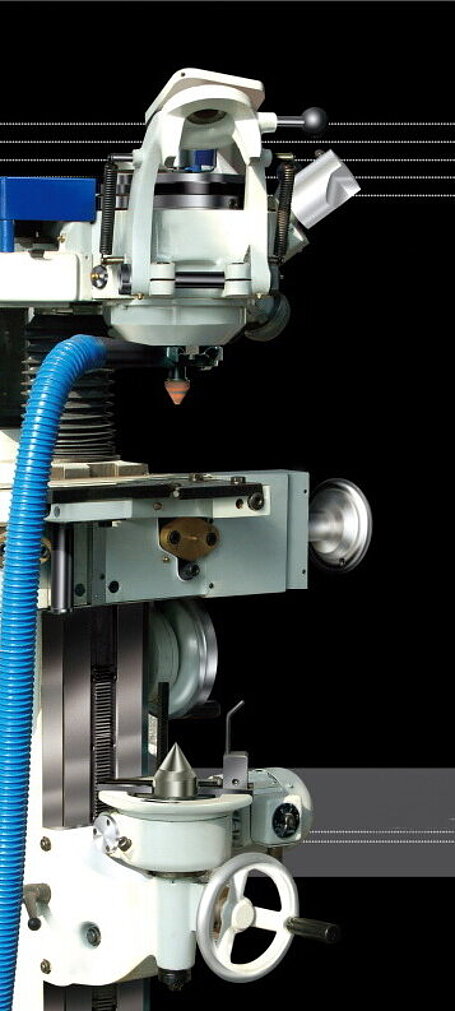
Manual Centre Hole Grinder

Running on the dead centre tip of the external grinder the centre bore forms a plain bearing that directly effects the roundness of ground external diamters. For perfect results the taper of the centre bore must be round and co-axial with the centre bore at the other end of the workpiece.
After heat treatment the workpiece centre bores are often out of round or oval, out of alignment, covered with scale and too rough. To obtain good results in cylindrical grinding the centre bores must be ground or lapped by a Centre Grinding Machine before they are presented to the cylindrical grinding machine.

In precision cylindrical grinding/turning operations, we very often come across problems of poor finish and inaccurate geometric forms. Even though the general condition of the machine tools used are in good condition, their bearings, ballscrews and slides contribute to minor deviations. But the main cause of this lack of accuracy is often overlooked: the center holes in the workpiece. It has been proven that the center holes on which the job is supported while being ground, becomes a crucial factor affecting the result drastically in a negative way. Inaccurate centers are bound to produce inaccurate work even made on the best and most expensive grinding machines.
The accuracy of center-type turned-grinded workpieces is heavily dependent upon the accuracy of the workpiece centers. Rough machining or grinding operations in which accuracy is not particularly critical may require only drilled center holes. However, in precision operations, center holes must be ground accurately.
As the production process of workpiece blanks, having center holes on both ends, goes through various processes, such as turning, milling, drilling, rolling, forming, pressing, threading, heat treatment and surface treatment, the workpieces get deformed due to stress, and this affects the form-, position- and the surface quality of the center-holes of the workpieces.
Most cylindrical products, such as shafts, driveshafts and spindles, must be removed from a machine in the middle of the production process and re-attached with their ends reversed. To attain a required shape with the structural limitation of a machine, this reversing step is inevitable in most cases. Therefore, obtaining a most accurate center is crucial to all products with strict tolerance.
Only with a center hole grinder you can obtain the most accurate centers for almost all cylindrical products, such as shafts, spindles, and products requiring cylindrical grinding including taper grinding. If you are committed to providing precision parts, utilization of center hole grinder is a must.
Surprisingly, many factories that specialize in manufacturing shafts and spindles don’t own a center hole grinder. Even only a few factories use a center hole grinder. It’s an unknown machine tool that can prevent and solve many problems. It is therefore of paramount importance to establish geometrically true and round center holes with accurate alignment as a first step to precision cylindrical grinding.
